

材料力學是推斷作用在注塑成型模具上的力會讓注塑模具零部件發(fā)生何種程度變形和破損的學科。下面我們將針對不同的作用力來分析作用于注塑模具零部件的力的基準強度。
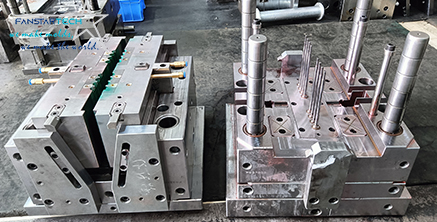
注塑成型模具的裝配過程中,是將設計、機械加工、精加工、表面處理等所有工序的結(jié)果集合在一起,因此各個工序中存在的設計錯誤、加工錯誤、零部件訂購缺漏等認為錯誤以及意外缺陷等也將會在這一工序中全部暴露出來。
注塑模具成型條件調(diào)整的優(yōu)良與否,會影響到從模具中生產(chǎn)出來的注塑成型產(chǎn)品的品質(zhì)。如果條件調(diào)整參數(shù)的調(diào)整范圍較大,則品質(zhì)規(guī)格的變化范圍也會隨之增大,調(diào)整作業(yè)變得更加容易。一般說“模具質(zhì)量好”的時候,往往是說這種條件調(diào)整的范圍很大。

聚乳酸樹脂注塑成型目前主要技術(shù)問題點有耐熱性低、流動性差、阻氣性低以及透明性不足的問題。目前,正在研究和開發(fā)各種方法來解決這些問題。比如,此外,為了克服流動性差的缺點,通過使用閥門澆口,使得薄壁成型產(chǎn)品的注塑成型也成為可能。
注塑模具支承柱如果在適當?shù)奈恢门渲茫瑫l(fā)揮出極其有效的作用,使用支承柱進行輔助加固的方法也作為很好的經(jīng)驗被廣泛使用。注塑模具支承柱是為增強動模支承板的剛度的而設置在動模支承板和動模座板之間的,起支承作用的柱狀形零件。
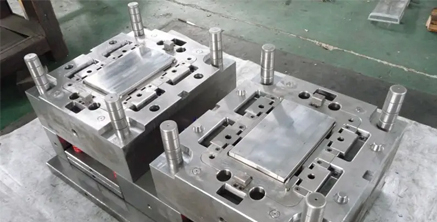
注塑成型模具模架是由上模座、下模座、導柱、導套構(gòu)成的組件。上模一般是凸模,下模一般是凹模,若考慮凸模-凹模的關(guān)系,凸模-凹模通過固定銷安裝在模架導向上,由此來保持凸模-凹模的關(guān)系。
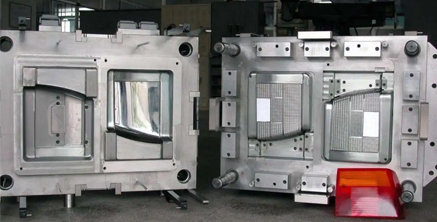
注塑成型模具嵌件結(jié)構(gòu)能夠充分發(fā)揮其作用的成型產(chǎn)品有依靠普通滑動型芯等結(jié)構(gòu)難以完成倒凹處理的成型產(chǎn)品、具有倒凹形狀但生產(chǎn)數(shù)量較少的成型產(chǎn)品以及試生產(chǎn)用成型產(chǎn)品。由于可以在一體成型產(chǎn)品中形成期望的倒凹形狀,所以當必須采用嵌件結(jié)構(gòu)是一種很有效的手段。
注塑模具澆注系統(tǒng)指的是塑料熔融體從注射機的噴嘴出來后,到達模腔前在注塑模具中所流經(jīng)的通道。澆注系統(tǒng)在模具幾大系統(tǒng)中最為重要。一般而言,注塑件尺寸大或者肉厚往往需要將澆道變粗。
注塑成型模具排氣口應設置在靠近熔接發(fā)生位置、最終填充部位、流道中間等位置。在實踐操作中,也有采用進行一次試生產(chǎn)后決定詳細設定位置的方法。

注塑成型模具柱的屈曲指的是由于力作用于柱的頂端,難以僅僅依靠彎曲應力或壓縮應力予以解釋的現(xiàn)象而損壞。這些圓柱形或者棱形的模具配件有支撐柱、頂出銷、直推管、斜頂桿等。
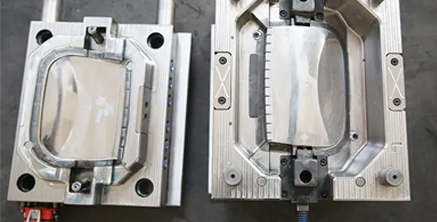
注塑模具采用鋼制頂出銷可以安全且輕松地取出成型產(chǎn)品,避免人工手動取出成型產(chǎn)品存在導致燙傷的風險。另外,由于樹脂的成型收縮,成型產(chǎn)品可能會被收縮力牢固固定在模具可動側(cè),因此需要以比收縮力更大的力取出成型產(chǎn)品。所以說,頂出銷是注塑模具的基礎(chǔ)部件。
注塑模具注塑成型保壓工序是用于補償隨著冷卻的進行而減小的樹脂體積。以填充速度填充到85~95%,然后切換為保壓。保壓過度則會導致過度填充、毛刺或變形、脫模不良。通常設定為以2檔壓力保壓。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢




